
भाषा
उत्पादन खोज
भाषा
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

कम्पनी समाचार
DMAIC - मेशिन पार्ट्स को निरन्तर गुणस्तर सुधार को सुविधा
2025-09-19"आफैलाई सन्तुष्ट पार्नुहोस्, ग्राहकहरूलाई सन्तुष्ट पार्नुहोस्, इमानदार र भरोसेमंद हुनुहोस्, र उत्कृष्टताको लागि प्रयास गर्नुहोस्" को कम्पनीको गुणस्तर नीति र व्यवस्थापन दर्शनलाई पालन गर्दै, हामी निरन्तर ग्राहकहरूलाई उच्च लागत - प्रभावकारिता र थप स्थिर गुणस्तरका उत्पादनहरू प्रदान गर्दछौं। भर्खरै, मेशिन कार्यशालामा, त्यहाँ एउटा घटना भएको छ जहाँ केही प्रमुख प्रक्रियाहरूको मुख्य आयाम वा ज्यामितीय सहिष्णुताहरू प्रशोधन पछि अस्थिर हुन्छन् र 6 - सिग्मा नियन्त्रण आवश्यकताहरू पूरा गर्न असफल हुन्छन्। कम्पनीको व्यवस्थापनले यसलाई ठूलो महत्व दिएको छ र कार्यशाला गुणस्तर सुधार कार्यदल स्थापना गर्न कार्यशालालाई प्रवर्द्धन गरेको छ। यो कार्यदलमा सम्बन्धित विभागका नेताहरू, सान्दर्भिक इन्जिनियरहरू, टोलीका नेताहरू र फ्रन्ट-लाइन उत्पादन कर्मचारीहरू हुन्छन्। 6 - सिग्मा सुधारको DMAIC विधि प्रयोग गरेर, एक व्यापक गुणस्तर सुधार अभियान सुरु गरिएको छ। पृष्ठभूमि अनुसन्धान, तथ्याङ्क सङ्कलन, समस्याको सारांश, कारण विश्लेषण, अल्पकालीन र दीर्घकालीन सुधारका उपायहरूको तर्जुमा जस्ता सुधार गतिविधिहरूको शृङ्खलामार्फत गुणस्तर सुधार कार्य पूर्ण रूपमा सम्पन्न भएको छ। यस सुधार गतिविधिले समानान्तर रूपमा 6 - सिग्मा सुधार उपकरणहरू बुझ्न, लागू गर्न र प्रवर्द्धन गर्न घाँस - जरा प्रबन्धकहरू र कर्मचारीहरूको व्यावहारिक क्षमतालाई व्यापक रूपमा बढाएको छ। यसले मेशिन पार्ट्सको गुणस्तरीय विशेषताहरूको भिन्नता र उतार-चढ़ावलाई कम गर्न मद्दत गर्दछ, जसले गर्दा मोटरहरूको समग्र उत्पादन गुणस्तर सुधार गर्न र ग्राहकहरूलाई गुणस्तरीय उत्पादनहरू प्रदान गर्न मद्दत गर्दछ।
DMAIC सुधार प्रक्रियाले पाँच चरणहरू समावेश गर्दछ: परिभाषित, मापन, विश्लेषण, सुधार, र नियन्त्रण। यी पाँच चरणहरूले पूर्ण-प्रक्रिया गुणस्तर सुधार विधि गठन गर्दछ, र प्रत्येक चरणमा धेरै कार्य चरणहरू हुन्छन्। अगाडि र पछाडिको बियरिङ चेम्बरको समाक्षीयता र एसेम्बली एन्ड फेसको रनआउट डबल-समर्थित मेसिन बेस र बियरिङ चेम्बर एसेम्बली पछि अस्थिर हुन्छ भन्ने समस्याको सुधारको संक्षिप्त विवरण निम्न छ:
01 परिभाषित गर्नुहोस्
टोलीका सान्दर्भिक सदस्यहरूले विशेष गुणस्तर सुधार बैठक आयोजना गरे र टोलीको सुधार लक्ष्यहरू परिभाषित गर्न ब्रेनस्टर्मिङ प्रयोग गरे:
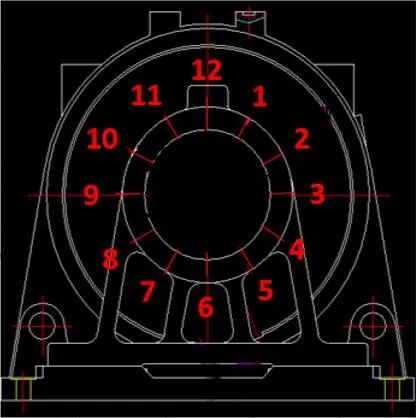
• क) समस्या: डबल-समर्थित मेसिन बेस एसेम्ब्लीको बियरिङ सीटको फाइन-मेसिन गरिएको भित्री प्वालको समाक्षीयता अस्थिर छ। एसेम्बली पछि, यसले सम्पूर्ण मेसिन आधारको असर च्याम्बरको रनआउटलाई सहिष्णुता भन्दा बढी पार्नेछ, जसले रेखाचित्र आवश्यकताहरू पूरा गर्दैन।
• ख) सुधार लक्ष्य: दोष दर 200 PPM भन्दा कम छ, र असर च्याम्बर को रनआउट 0.05 mm भन्दा कम छ।

02 मापन
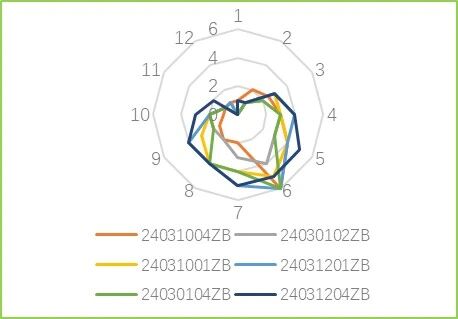
सुधार टोलीले मेसिनिङ प्रक्रियासँग सम्बन्धित मापदण्डहरूलाई प्रभाव पार्ने गुणस्तरको तालिका बनाएको छ। यस तालिका अनुसार, सम्बन्धित प्रक्रियाहरूका अपरेटरहरूले प्रक्रिया र प्रक्रिया विघटन, काट्ने प्यारामिटर सेटिङहरू, टुलिङ र फिक्स्चरको मुख्य प्यारामिटर सेटिङहरू, स्थिति र क्ल्याम्पिङ बल सेटिङहरू र अन्य सम्बन्धित प्यारामिटरहरू सहित डाटा सङ्कलन गरे। डाटा सङ्कलन पूरा भएपछि, हालको मापन प्रणालीको प्रभावकारिताको वस्तुगत मूल्याङ्कन गर्न रडार चार्ट प्रयोग गरिन्छ।
• क। मूल्याङ्कन प्यारामिटरहरू परिभाषित गर्नुहोस्
ब्रेनस्टर्मिङको लागि कारण - र - प्रभाव फिशबोन रेखाचित्र प्रयोग गर्दै, सम्भावित कारण सूचीबद्ध गर्नुहोस् - 5M2E (मानिस, मेसिन, सामग्री, विधि, मापन, वातावरण, ऊर्जा) मा प्रभाव पार्ने कारकहरू र सूचीको रूपमा स्रोत डेटा सङ्कलन गर्नुहोस्। उदाहरणका लागि, क्ल्याम्पिङ बल र विरूपण बीचको सम्बन्ध, मेसिन उपकरणको गति र काट्ने प्यारामिटर सेटिङहरू, र मेसिन उपकरणको शुद्धता मापदण्डहरू बीचको सम्बन्ध।
• ख। डाटा सङ्कलन गर्नुहोस्
मुख्य गुणस्तर विशेषताहरू र कुञ्जी प्रक्रिया आउटपुट चरहरू पुष्टि गरेपछि, कुञ्जी प्रक्रिया इनपुट चरहरू पत्ता लगाउनुहोस्। प्रक्रिया इन्जिनियरले कर्मचारीहरूलाई डाटा सङ्कलन गर्न मार्गदर्शन गर्दछ।
• ग। मापन गरिएको डाटा मूल्याङ्कन गर्नुहोस्
मुख्य प्रक्रिया चरहरूबाट सङ्कलन गरिएको स्रोत डेटाको आधारमा, औसत, भिन्नता, र मानक विचलन जस्ता सांख्यिकीय डेटाको गणना गर्नुहोस्। थप विश्लेषणको लागि Pareto चार्ट, X/R नियन्त्रण चार्ट वा राडार चार्ट कोर्नुहोस्। उदाहरण को लागी, डाटा रडार चार्ट को माध्यम बाट, हामी देख्न सक्छौं कि मेसिन बेस विधानसभा को असर सीट को भित्री प्वाल को रनआउट असर सीट को भित्री प्वाल को विरूपण को कारण हो। यस निष्कर्षको आधारमा, हामी कारणहरूलाई लक्षित रूपमा विश्लेषण गर्न सक्छौं।
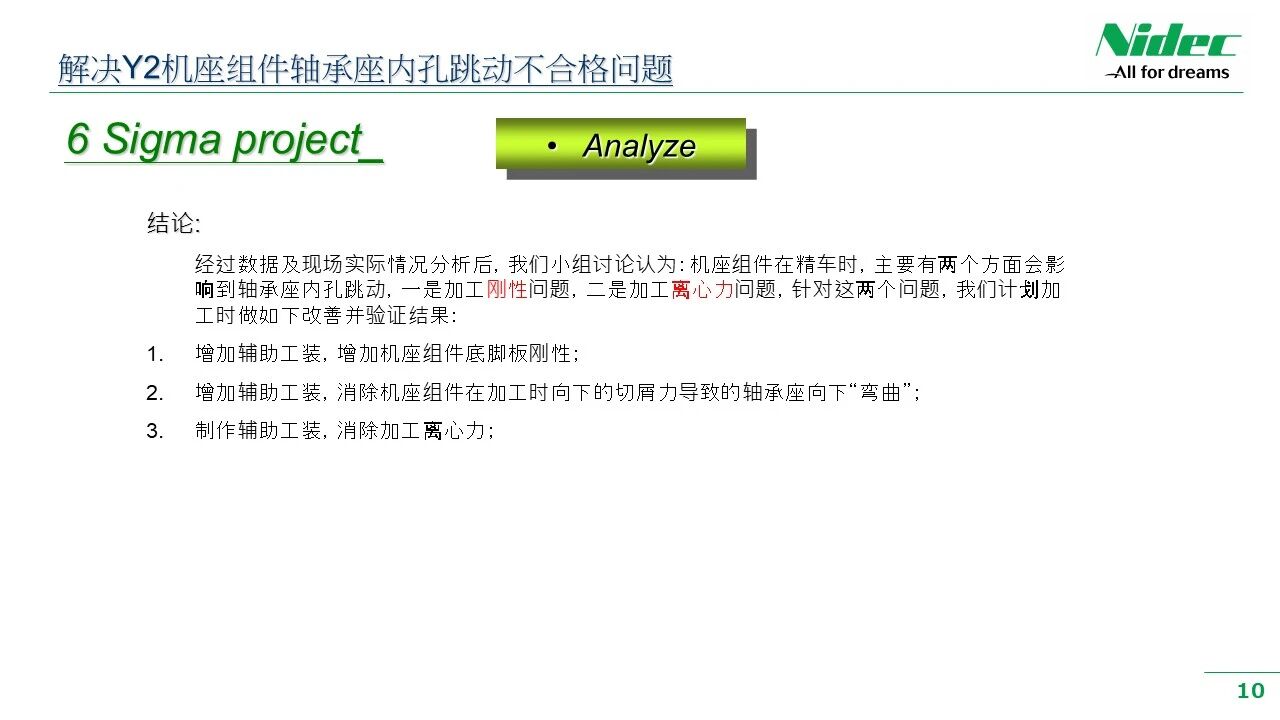
03 विश्लेषण गर्नुहोस्
टोलीले विश्लेषण उपकरणहरू जस्तै PFMEA (प्रक्रिया विफलता मोड र प्रभाव विश्लेषण) र फिशबोन रेखाचित्रहरू प्रयोग गर्दछ - एकत्रित डाटामा गहिरो कारण विश्लेषण गर्न र मूल कारण पत्ता लगाउन। यसमा डाटाको वितरण पहिचान गर्ने, प्रवृतिहरू परिवर्तन गर्ने, आउटलियरहरू पहिचान गर्ने, प्रक्रिया चलहरू बीचको सम्बन्धको विश्लेषण गर्ने, र सम्भावित समस्याहरूको मूल कारणहरू निर्धारण गर्ने समावेश छ। समस्या र कारणहरू बीचको सम्बन्ध स्थापना गरेर, टोलीले समस्याको प्रकृतिको गहिरो बुझाइ बनाउन सक्छ र प्रभावकारी समाधानहरू बनाउनको लागि आधार तयार गर्न सक्छ। उदाहरण को लागी, असर सीट को भित्री प्वाल को रनआउट डाटा को राडार चार्ट को विश्लेषण को माध्यम ले, हामी यो समस्या को कारणहरु रनआउट मा मेशिन कठोरता र मेशिन केन्द्रापसारक बल को प्रभाव समावेश छ कि निष्कर्ष गर्न सक्नुहुन्छ। DOE (प्रयोगहरूको डिजाइन) सिद्धान्त अनुसार, एक सुधार योजना कारण परिकल्पना मान्य छ कि भनेर प्रमाणित गर्न डिजाइन गरिएको छ, र त्यसपछि मूल कारण फेला पर्यो।
04 सुधार गर्नुहोस्
विश्लेषण र प्रमाणिकरणको नतिजाको आधारमा, टोलीले लक्षित समाधानहरू प्रस्ताव र कार्यान्वयन गर्दछ। यसमा प्रक्रिया अप्टिमाइजेसन, प्रविधि अपग्रेडिङ, सञ्चालन सुधार र अन्य पक्षहरू समावेश हुन सक्छन्। यो महत्त्वपूर्ण छ कि टोलीले समाधानहरूको प्रभावकारिता प्रमाणित गर्न आवश्यक छ कि उनीहरूले वास्तविक सञ्चालनमा अपेक्षित परिणामहरू उत्पादन गर्न सक्छन्। एक पटक प्रमाणिकरण सफल भएपछि, टोलीले नयाँ समाधानहरू मानकीकृत गर्न सकिन्छ र सुधार परिणामहरू सम्पूर्ण मेसिन प्रक्रियामा प्रवर्द्धन गर्न सकिन्छ भनेर सुनिश्चित गर्न प्रक्रिया विवरण र सञ्चालन विधिहरू अद्यावधिक गर्नेछ। उदाहरणका लागि, Y2 शृङ्खलाको मेसिन बेस एसेम्बलीको रनआउट समस्या समाधान गर्दा, हाम्रो टोलीले विश्लेषण चरणमा विश्लेषण गरिएका परिणामहरूको आधारमा लक्षित समाधानहरू प्रस्ताव गर्यो। यी समाधानहरूमा बियरिङ सिटको निलम्बित स्थितिमा समर्थन बिन्दुहरू थप्ने, मेसिनको आधारको खुट्टामा स्टिल प्लेटहरू थप्ने कठोरता बढाउन, र मेसिन आधारको खुट्टाको विपरीत काउन्टरवेटहरू थप्ने समावेश छन्। त्यसपछि, प्रशोधन प्रमाणिकरण डाटाले टोलीको अपेक्षित लक्ष्यहरू पूरा गरेको छ भनी पुष्टि गर्न परीक्षण प्रशोधन प्रमाणीकरणहरू एक-एक गरी गरियो, र अन्ततः प्रभावकारी समाधान फेला पर्यो।

05 नियन्त्रण
नियन्त्रण चरण DMAIC विधिको अन्तिम लिङ्क हो र सुधार परिणामहरूको दिगोपन सुनिश्चित गर्ने कुञ्जी पनि हो। यस चरणमा, टोलीले प्रक्रिया अनुगमन, असामान्य ह्यान्डलिंग र निरन्तर सुधार सहित नियन्त्रण योजना तर्जुमा र कार्यान्वयन गर्नेछ। प्रक्रियाको कार्यसम्पादन नियमित रूपमा अनुगमन गरेर र नियन्त्रण रणनीति समायोजन गरेर, टोलीले प्रक्रिया सधैं नियन्त्रित अवस्थामा रहेको सुनिश्चित गर्न सक्छ र समस्या दोहोरिनबाट रोक्न सक्छ।

मेशिनिंग कार्यशालाको बहु सुधार टोलीहरूमा छ सिग्मा DMAIC सुधार उपकरणको विशिष्ट अनुप्रयोगको माध्यमबाट, प्रक्रियाको गुणस्तर सुधार गर्न यो उपकरणलाई निरन्तर प्रयोग गर्ने सबै कर्मचारीहरूको जागरूकता र व्यावहारिक क्षमता सुधार गरिएको छ। यसले कार्यशालामा सबै कर्मचारीहरूको नवाचार र सुधारको जीवन शक्तिलाई उत्तेजित गरेको छ, भविष्यका सुधार परियोजनाहरूमा DMAIC विधिको व्यापक र गहन प्रयोगलाई बढावा दिएको छ, मेसिनिङ कार्यशालामा रहेका सबै कर्मचारीहरूको गुणस्तरीय असामान्य समस्याहरूको विश्लेषण र समाधान गर्ने क्षमतामा ठूलो वृद्धि गरेको छ, र कर्मचारीहरूलाई सक्षम बनाएको छ।
समाचार सिफारिसहरू

भेटघाट "नि" | Nideco लिफ्ट कम्पोनेन्ट्स 2026 चीन अन्तर्राष्ट्रिय लिफ्ट प्रदर्शनी मा डेब्यू गर्नुहोस्
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. भव्य रूपमा खुल्छ, कोर लिफ्ट कम्पोनेन्टहरूका लागि ग्लोबल इन्टेलिजेन्ट उत्पादन अपग्रेडलाई सशक्त बनाउँदै
2026-06-20
सिल्क रोडमा नयाँ अवसरहरू: कजाकिस्तानको लिफ्ट बजार अन्वेषण गर्दै
2026-06-20
Nidec अल्ट्रा-थिन मेसिन रेट्रोफिट समाधान
2026-03-21
स्टेटरको लागि मोड्युलर एकल दाँत घुमाउने, उच्च-कुशल उत्पादनको लागि नयाँ मानक सेट गर्दछ
2026-03-02